

合肥某公司无源器件S参数与互调自动化测试案例分享
发布时间:2024-12-10 06:25:25 来源:上海五星体育直播频道技术公司凭借其精湛的无源器件生产的基本工艺,赢得了市场的青睐。然而,随着生产规模的扩大,自动化测试的需求愈发迫切。
合肥某电子技术企业成立于2009年,专注于功分器、耦合器、负载器、衰减器、连接器、电桥等无源器件产品的研发和生产,至今已有15年的业务经验。对这种一家以研发生产为核心的公司,产品质量自然是至关重要的。面对公司过去自动化测试的空白和人工测试在多样化产品大规模生产中的局限性,转向自动化测试成为公司持续发展的关键转折。
1. 客户产品线丰富,同一产品具有多个端口,依赖人工测试不仅耗时冗长,而且效率低下,难以适应大规模生产的紧迫需求。
2. 产品需要完成S参数和互调两种测试,手动测试程序繁琐复杂,且不能保证测试过程的统一性,这直接影响到测试结果的准确性。
针对客户面临的测试难题、产品特性及测试需求,纳米软件精心打造了一套定制化的多工位自动化检测系统,精准完成无源器件S参数和互调测试,有效解决了手动测试的低效率和测试流程的复杂性。
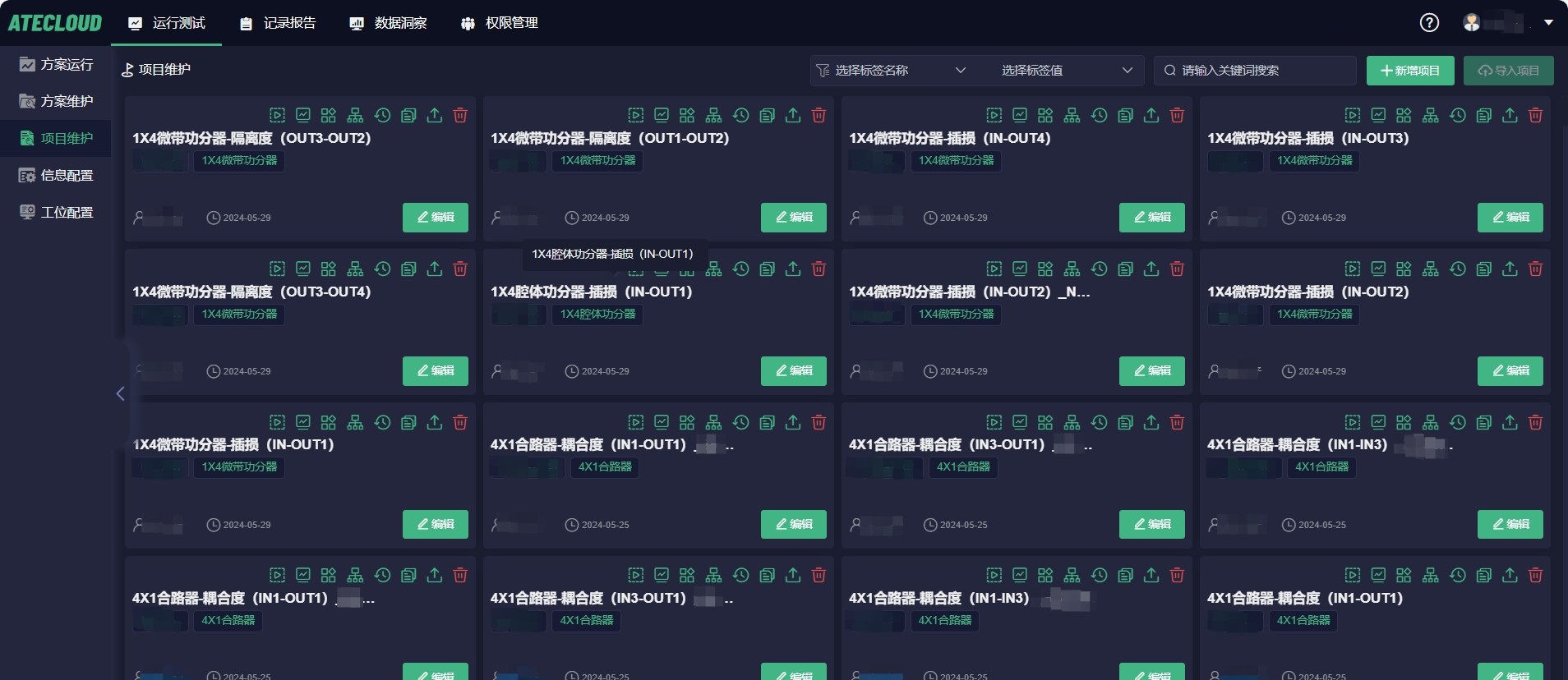
在此次合作过程中,纳米软件射频器件检测系统需要完成耦合器、TAP、衰减器、负载、电桥、合路器、腔体功分器(二功分、三功分、四功分)、微带功分器(二功分、三功分、四功分)产品的S参数和互调测试。鉴于产品多样性和测试项目的双重性,单工位完成全部的产品测试耗时较长,因此纳米软件提出了多工位测试解决方案。
该方案设有17个工位,一部分工位负责网分项目测试,另一部分则负责互调测试。多工位同时运行测试大幅度缩短了测试周期,提升了工作效率,解决了手动测试效率低下的问题,适应了客户大规模生产的需求。
产品的端口数量具有多样性,在检测产品每个端口的同时,客户还需要能够调整产品直至测试结果合格。为实现这一需求,纳米软件采用了逐项测试的方法。
在一个测试项目结束后,如果结果不合格,客户可立即调整产品内部器件,然后复测,直到测试合格,再继续测试下一个项目,直至所有项目测试完毕。该方案既确保了检验测试产品的所有端口,也支持客户现场调整产品,满足了客户的测试需求。

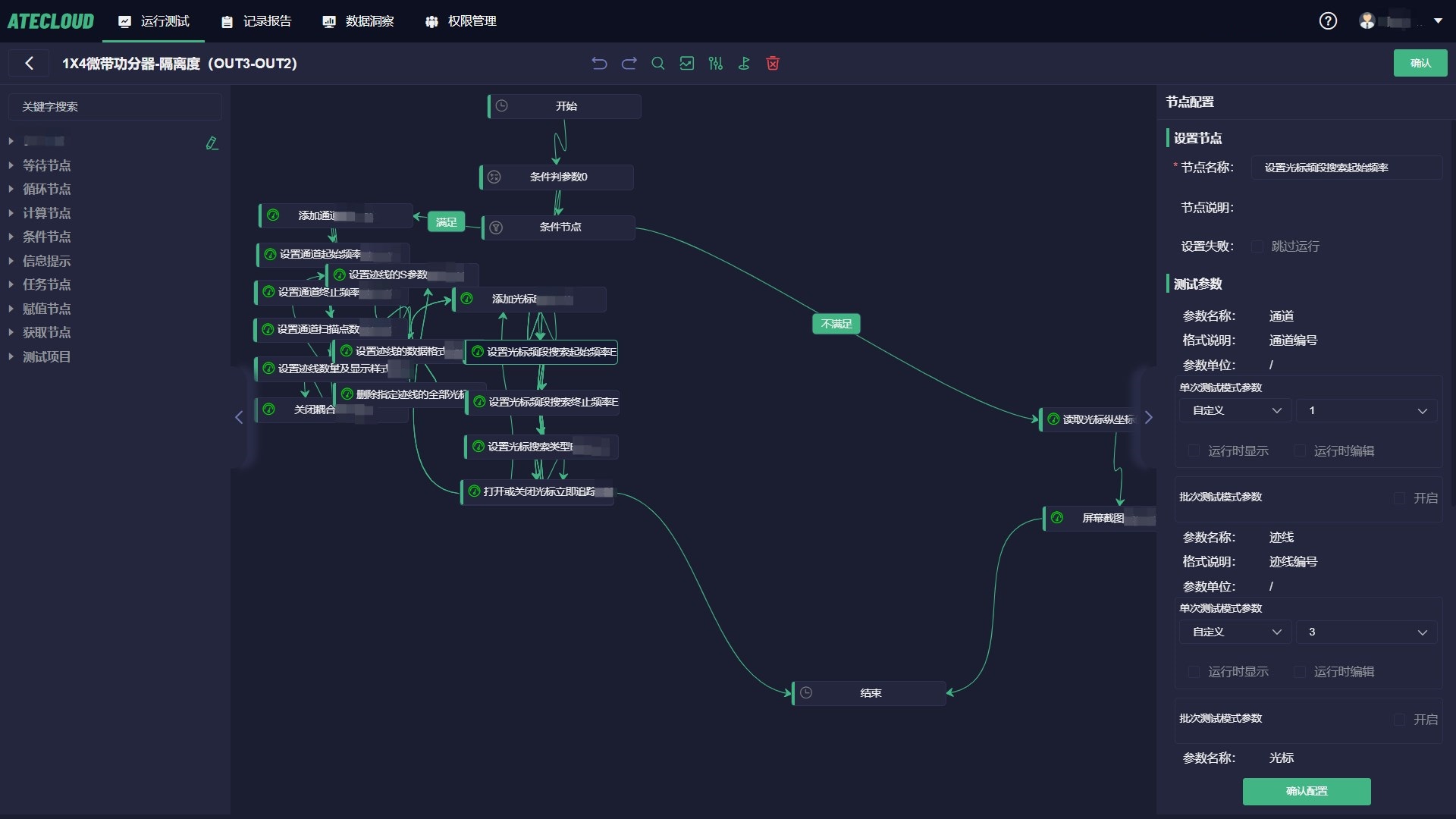
射频自动化检测系统通过建立仪器标准指令,按照每个客户的产品工艺设计、测试方法和测试需求,构建了一个标准化的测试流程,规范了测试步骤,从而避免了客户手动测试的不一致性,保障了测试结果的精确和可靠。
是确保软件质量和使用者真实的体验的关键环节。随着Web应用的复杂性持续不断的增加,手动
在功率放大器出厂前需要经过一系列的严格检测,以把控产品质量,提升产品竞争力。
的详细步骤 /
? /
射频天线用于传输和接收无线电频率信号,是无线电通信系统中的重要组成部分,直接影响着设备的性能和通信状况。作为衡量天线性能的重要指标,
,评估射频天线性能? /
的核心指标 /
原理是基于网络分析仪,网络分析仪发出一个已知频率和幅度的射频信号,通过网分测量信号得到
流程详解 /
发展 /
作者网虫小编不吃猪头肉引言往期内容里为大家介绍了OTA技术、OTA后续的发展的新趋势预测及OTA
解决方案。本文是OTA系列的第三篇文章,今天主要向大家介绍实车级OTA
系统PAVELINK.OTABOX /
项目中,需要完成单入单出、单入双出、单入三出、单入四出系列微模块的14个项目的
方案 /
工具。通过VNC或RDP通讯技术远程桌面连接被测对象,基于图像和文字识别算法进行对象定位,进而驱动和确认被测HMI设备的响应,能够
系统怎么来实现? /
labview2015使用Excel报表程序打包生成后打开程序要选一个vi才能用,否则软件就会报错,这是什么样的问题?
